Faced with the cold fact that of 1495 locomotives now on order 1452 will be Diesel-electrics, the accent in the steam field today must be upon technological improvements to existing steam power. Steam locomotives still comprise 84 percent of our freight and passenger haulers and in the light of declining revenues and an inevitable drop in new equipment orders it would be folly to neglect mechanical developments which would increase their efficiency and economy of operation.
There is no doubt that of the 36,000 steam units currently in service the greater number should and would have been retired years ago but for the lean years of depression, followed by the overwhelming wartime demand for motive power — good, bad or indifferent. There are, however, in the neighborhood of 8000 existing steam locomotives which may be classed as completely “modern,” and probably another 10,000 which, with reasonable alterations, could be given a profitable 10-year life span.
One of the problems to be met in any such rejuvenation project — and this goes for new power, as well — would be that of delivering an adequate supply of steam to the cylinders at speeds in excess of 40 miles an .hour. In engine designs where conventional piston valves are used, the ample cross-sectional areas of the steam branch pipe, which connects the superheater header with the steam chest, are followed by a serious bottleneck — namely an inadequate port opening of the piston valve during steam admission.
To be more specific, the cross-sectional area of the branch pipe on a modern, high-capacity passenger hauler is about 50 square inches. When operating at 25 percent cutoff the total admission port area is roughly 14 square inches. Some 20,000 pounds of steam pass through this restricted orifice hourly and tests have shown that a pressure drop — with a corresponding loss in power — of as much as 35 pounds per square inch — results from this “wire drawing.”
To compensate for such loss in pressure, the safety valves are now set for 300 pounds on a number of modern locomotives. This upping of boiler pressure naturally leads to boiler maintenance problems of a serious nature.
In an attempt to overcome a pressure drop at the ports themselves, various types of poppet valves have been introduced both here and abroad. Following the not too successful performance of a complex mechanism of this sort applied to the Pennsylvania’s T-1s, there has been a swing toward a modification of the old Dabeg rotary cam poppets installed on Delaware & Hudson’s Pacific No. 653 nearly twenty years ago. Such a gear, providing it does a rapid opening of the port to full aperture, offers a cross-sectional area nearly equal to that of: the steam branch pipe at 25 percent cutoff.
Unfortunately both the initial and maintenance costs of such devices run high. There is need for special cylinder castings, and small fast-moving parts subjected to the high temperatures of superheated steam still tax the ingenuity of the metallurgist.
In what appears to be a practical attempt to achieve poppet-valve performance with conventional piston valves and existing Walshaert [sic] or Baker gear, a relatively simple mechanism has recently been patented and offered to the railroad industry. Tentatively known as the Berry Accelerator Gear, it consists of a bell crank and a couple of short levers which are substituted for the customary combining lever to form a connection between the crosshead and valve rod.
Whereas conventional valve motions produce a nearly constant-speed, forward-and-backward motion of the piston valve, the Berry gear sets up a variable motion which causes the valve to open the steam ports to full aperture with extreme rapidity (at 25 percent cutoff the port area is approximately three times that produced with conventional gear), then to move slowly through the center or compression stage of the stroke and, finally, to produce a rapid, full opening of the exhaust ports.
By providing an unrestricted steam passage to the cylinders and reducing back pressure — the steam release point may be moved from 60 percent of stroke to 96 percent and still made to provide an adequate exhaust — a very even distribution of power is achieved throughout the stroke. This is not the case with conventional valve motion at the longer cutoffs, where the greatest force is developed at mid-stroke, or precisely where it is not wanted because the leverage action of the main rod is most effective at this point, making it a still more disproportionate surge of power.
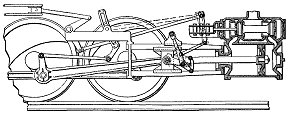
Diagram 1 Click to enlarge. |
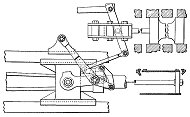
Diagram 2 Click to enlarge. |
According to its designer the Berry gear can be engineered to produce any combination of conditions, but standard designs for 28-, 30- and 32-inch piston strokes would be recommended, incorporating greater pre-admission than normal to compensate for much later compression and release points, and involving a valve travel of no more than 5½ inches.
It is estimated that to achieve the same degree of performance with the more or less constant-speed conventional design, a hypothetical valve travel of 30 inches would be required. The term “hypothetical” is used because the forces of inertia would tear the parts subjected to such travel to pieces in short order unless they were unfeasibly heavy.
The inventor of the accelerator gear is a successful Manchester, N. H., chiropractor by profession and an incurable railroader by birth and inclination. Great grandson of John Davis, the first engineer to take a train north of Concord on the Boston & Maine, and son of H. F. Berry, onetime engineering consultant for the Singer Sewing Machine Co., and the first licensed chiropractor in the State of New Hampshire, he inherited the former’s love for the iron horse and the latter’s flare for invention.
At the age of 13 young Berry designed a tandem-rod arrangement for locomotives which he described in detail in a letter to the American Locomotive Co., not knowing that that firm’s engineers, under the direction of Robert Rennie, were already working on a similar project. Called to New York to discuss his invention, he gave officials the surprise of their lives for they had no notion that they were corresponding with a schoolboy.

New York Central J-3a 4-6-4 with Accelerator Valve Gear Builder’s Photo Modified by Dr. Richard Leonard, 2003 Click to enlarge. |
Always a great admirer of New York Central steam power, Berry went firing on the New York Central’s Mohawk Division at the age of 18. His enthusiasm was not shared by his father, who had built up a successful practice in Manchester and wanted his son to enter the same field. Packed off to the Palmer School in Davenport, Iowa, for training, Berry broke away twice to resume his railroading activities, first on the Portland Division of the B&M and later on the Union Pacific, before hanging up his shingle in Laconia, N. H., where he practised before returning to Manchester.
It was while firing that Berry first grappled with the problem of improving steam distribution to the cylinders. His present design is based upon experience gained with two earlier models and is, he is convinced, the simplest, most effective way of producing the desired result with a minimum of mechanical complexity. Other than its substitution for the combining lever it involves only the replacement of bull and “T” rings in the steam chest and the application of new bushings. Its price tag would be about 20 percent of that of the poppet-valve installation, or approximately $1500 per locomotive, on the basis of present production costs.
It should be pointed out that this is not the first attempt to obtain a more effective valve motion by introducing a combination of levers between the crosshead and valve rod. Several years ago New York Central experimented with such a mechanism, known as the Judson Gear, but found that theoretical advantages were nullified by lost motion and the elasticity of the metal from which the levers had been formed. Whether Dr. Berry’s accelerator gear would overcome these objections cannot be determined without trial, but the device is worthy of the most thoughtful scrutiny in view of American railroading’s current investment in steam power.
Note: Although the above article does not give Berry's full name, apparently it is Clyde F. Berry. Steven Smith of Camden, Maine, has discovered a patent issued on December 16, 1947 to Clyde F. Berry for what appears to be this design. The patent is U.S. 2,432,649, classed as 91/334 in accordance with the U.S.Patent Classification System.